渗碳时天然气替代丙烷,是不是可以?
2019-05-28
尤蕾蕾
(洛阳LYC轴承有限公司、航空精密轴承国家重点实验室)
渗碳工序是渗碳钢制轴承生产的一个特殊工序,它的加工周期长短、原料气的消耗的多少影响着轴承生产的成本高低。长期以来,我公司渗碳钢制轴承零件均采用丙烷气作为富化气进行渗碳,具有较高的生产制造成本。采用天然气在可控气氛热处理行业替代原有的丙烷气或丙烷十丁烷混合气进行渗碳,既节约企业原料气消耗成本又缓解当今日益严重的能源问题。
国内使用天然气作为渗碳剂进行渗碳处理的研究始于20世纪80年代,经过30多年的发展,相关气氛控制及工艺技术已基本成熟。但目前常见应用领域主要为齿轮类产品的渗碳处理,虽然也有企业开始尝试使用天然气作为轴承类产品渗碳剂,但目前该类技术还未在行业内推广普及。
我公司丙烷站建于80年代,站内设有两个丙烷43m3贮罐和一个10m3残液罐,压缩机房一座,气化装置两台,减压装置两套,室外埋地干管约2000m(DN125),丙烷减压室8座,用气总量为11.5~24.5t/月,近几年运行过程中管网经常由于锈蚀出现泄漏,造成公司安全隐患。同时,随着公司发展和生产需求以及周边土地的商业化开发,急需解决热处理用气的替代问题。
天然气替代丙烷气制备可控气氛
1.两种原料气的气体的化学反应式对比
利用天然气来进行渗碳热处理,其工艺原理与使用丙烷气相似。
用天然气制备吸热式气氛的主反应方程式为
CH4+2.38空气→CO+2H2+1.88N2 (1)
式中,NiO2为催化剂,CH4作富化气,反应温度≥1000℃。
由上式看出,采用天然气渗碳天然气与空气的比例为1:2.38,而实际情况一般为1:2.5,甚至更高,因为天然气不仅只含甲烷,还有丙烷等含碳较高的化合物以及有害杂质,RX气氛制备参考如表1所示。
表1 RX气氛制备参考数据
另外,天然气渗碳机理CH4→Cad+H2Cad活性碳。
用丙烷气制备吸热式气氛的主反应方程式为
C3H8+7.14空气→3CO+4H2+5.64N2 (2)
式中,NiO2为催化剂,C3H8作富化气,反应温度≥1000℃。
为了使渗碳炉内达到较高的碳势,通在炉内添加原料气(丙烷或甲烷等气态烷烃)作为富化气。当吸热式可控气氛中添加丙烷作富化时,由于丙烷会立即在热处理炉工作温度下(800~950℃)进行反应:
C3H8→2[C]+CH4+2H2 (3)
吸热式气氛中的CO2、H2O、CO和H2发生水煤气反应:
CO+H2O=CO2+H2 (4)
渗碳时,消耗CO、H2,生成CO2、H2O。
CO+H2=[C]+H2O (5)
2CO=[C]+CO2 (6)
加入富化气(CH4)会反过来消耗CO2、H2O,补充CO、H2,促进渗碳反应进行,其反应式为
CH4+CO2=2CO+H2 (7)
CH4+H2O=CO+3H2 (8)
加入富化气(C3H8),丙烷在高温下Z终形成甲烷,再参加渗碳反应,其反应式为
C3H8=2[C]+2H2+CH4 (9)
C3H8=[C]+2CH4 (10)
2.两种气体的生成物对比
由表2可知,天然气和丙烷气相比,两种反应原理一致,产生的气氛成分也相差不多,只是通入的空气比例不同。因此改用天然气后,设备改造和工艺调整的工作量较小,同时有利于提高产品质量,缩短生产周期。结果表明利用天然气为原料气时,热效率得到明显的提高,由45%~68%提高到54%~89%,所以决定采用天然气全面代替液化丙烷气,作为热处理生产中制备吸热式气氛。表2反应了不同产气量所需要的气源消耗量。
表2 不同原料气制备的吸热式气体成分(体积分数)(%)

零件的天然气渗碳热处理
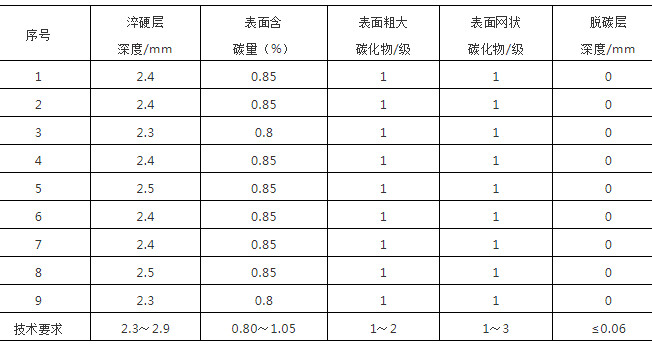
采用天然气进行渗碳热处理,连续气体渗碳炉推料周期为46min,材料为G20CrNi2MoA,工艺如表3所示,渗碳零件实物样(从套圈上切取试样)的检查结果如表4所示。从表4可看出,天然气渗碳后的各项指标均满足技术要求。
表3 渗碳工艺参数

表4 实物样检验数据
丙烷和天然气的节能减排对比
1.节能效果
丙烷气价格为4000元/t左右(新奥燃气公司提供),气化率约为550Nm3/t,折合单价7.27元/Nm3。天然气的价格预计为2.88元/Nm3,按替代比例折合成丙烷价格为6.05元/Nm3。
我公司每年丙烷气用量为220t,费用为220×550×7.27=879670元,若以天然气替代丙烷气后每年天然气用量220×550×2.1=254100Nm3,费用为254100×2.88=731808元,年节约燃气费用为879670-731808≈14.8万元。且随着石油资源的不断紧张,价格具有持续上涨的趋势,因此从原料气消耗成分方面分析,采用天然气作为制备可控渗碳气的气源,可大大降低原料气消耗成本。
2.减排效果及安全性
丙烷气燃烧每公斤排放二氧化碳3.1kg,天然气燃烧每公斤排放二氧化碳2.3kg,使用天然气渗碳热处理比丙烷气减少二氧化碳排放25%左右。而且如有泄漏,天然气飘向天空不会在地面堆积,不易造成安全隐患,而天然气的爆炸极限与丙烷气相比安全系数更高。
结语
采用天然气在可控气氛热处理行业替代原有的丙烷气进行渗碳,其设备改造和工艺调试工作量小,既节约企业原料气消耗成本,又缓解当今日益严重的能源问题,同时也可减少用于安全防护的人力、物力成本,节约规划用地,提高公司对周边区域的文明建设。
来源:《金属加工(热加工)》杂志
.png) 快速链接:
快速链接:
.png "安庆永益机械机械有限公司")

.png "安庆永益机械机械有限公司")



.png) 联系我们
联系我们
.png) 快速链接
快速链接
.jpg) 微信公众号
微信公众号

.png) 手机客户端
手机客户端